Tubo Sem Costura de Aço Carbono API 5L X65 com Revestimento Inconel 625 por Soldagem
Um tubo sem costura de aço carbono com material de base API 5L X65 e revestimento Inconel 625 por soldagem é um tubo de alto desempenho projetado para ambientes extremos, combinando a resistência do aço carbono com a resistência à corrosão/erosão de uma liga de níquel-cromo.
Principais Especificações e Características
1. Material de Base: Tubo Sem Costura API 5L X65
- Grau: API 5L X65 (PSL1 ou PSL2)
- Limite de Escoamento: 65.000 psi (448 MPa) min
- Fabricação: Processo sem costura laminado a quente ou trefilado a frio (sem soldas, integridade superior à pressão).
- Aplicações: Oleodutos e gasodutos, tubos de perfuração, sistemas hidráulicos de alta pressão.
2. Revestimento: Revestimento Inconel 625 por Soldagem
- Composição da Liga (UNS N06625):
- Ni (58% min), Cr (20–23%), Mo (8–10%), Nb+Ta (3,15–4,15%)
- Resistente à corrosão por pite, fissuração por corrosão sob tensão (SCC) por cloreto e oxidação até **1800°F (982°C).
Métodos de Revestimento:
- Revestimento a Laser (Precisão, Baixa Diluição)
- Soldagem por Arco Submerso (SAW) ou GTAW (TIG) Overlay
- Pulverização Térmica (Menos Comum para Tubos)
- Espessura: Tipicamente 3–5 mm (personalizável com base nas necessidades de corrosão/erosão).
Por que usar Inconel 625 em vez de API 5L X65?
Resistência à Corrosão: Protege contra H₂S, CO₂, água do mar e fluidos ácidos.
Resistência à Erosão: Ideal para fluidos carregados de areia (por exemplo, fraturamento hidráulico, transporte de polpa).
Desempenho em Alta Temperatura: Mantém a resistência em trocadores de calor de refinarias/petroquímicas.
Custo-Benefício: Mais barato que o tubo Inconel 625 sólido, mas oferece proteção semelhante.
Processo de Fabricação
1. Produção do Tubo: O tubo sem costura API 5L X65 é fabricado por meio de perfuração/extrusão com mandril.
2. Preparação da Superfície: Jateamento/limpeza da superfície interna/externa.
3. Revestimento: *Inconel 625 é soldado camada por camada (passes de enchimento) para garantir a ligação metalúrgica.
4. Tratamento Térmico Pós-Soldagem (PWHT): Alívio de tensão opcional (evitar se o metal de base for trabalhado a frio).
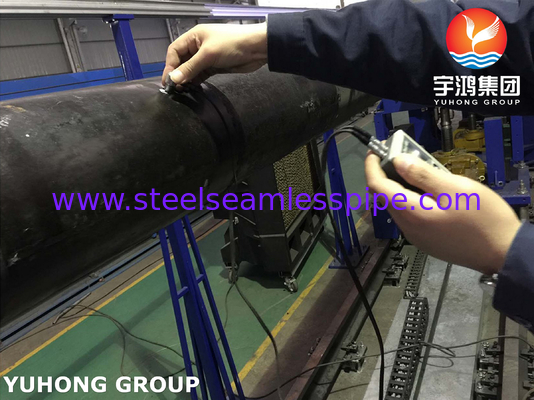
5. Inspeção:
- UT/RT para integridade da solda.
- Teste de Dureza (evitar fissuras na ZTA).
- Líquido Penetrante (PT) para defeitos de superfície.
Aplicações
- Óleo e Gás
- Dutos submarinos (revestidos internamente para serviço corrosivo).
- Árvores de Natal, válvulas de estrangulamento, risers.
- Processamento Químico: Transporte de ácido, revestimentos de reatores.
- Usinas de Energia: Tubos de caldeira, sistemas de dessulfurização de gases de combustão (FGD).
- Mineração: Dutos de polpa com meios abrasivos/ácidos.
Desafios e Soluções
- Risco de Corrosão Galvânica: *Isolar o tubo revestido de metais diferentes (por exemplo, flanges de aço carbono).
- Defeitos de Solda: NDT rigoroso (teste radiográfico) para garantir a adesão do revestimento.
- Expansão Térmica: Inconel 625 (~13,3 µm/m°C) vs. Aço Carbono (~11,7 µm/m°C) — projetar para expansão diferencial.


 Por favor verifique seu email!
Por favor verifique seu email!